Mining conveyor monitoring is the process of observing, confirming and reviewing field problems such as hot idlers, bearing overheating, belt mistracking, spillage, carryback, blocked chutes and hazardous manual inspection in harsh conveyor environments. Visible, thermal and dual-spectrum cameras can support monitoring by providing visual confirmation or hot-spot awareness, but they should be used as one layer within maintenance, safety, fire protection and control workflows.
Mining conveyor monitoring is often discussed as a technology problem. In real mining, quarry, aggregate, cement and bulk-material handling sites, however, the problem usually starts before the camera, sensor or software is selected.
It starts with the field condition.
Long conveyor lines may include thousands of rollers, multiple transfer points, difficult-to-access sections, dust accumulation, vibration, moisture, moving machinery and changing material loads. In this environment, a monitoring project cannot be planned only around resolution, frame rate or AI detection. It must begin with the specific field problem that needs to be observed, confirmed or reviewed.
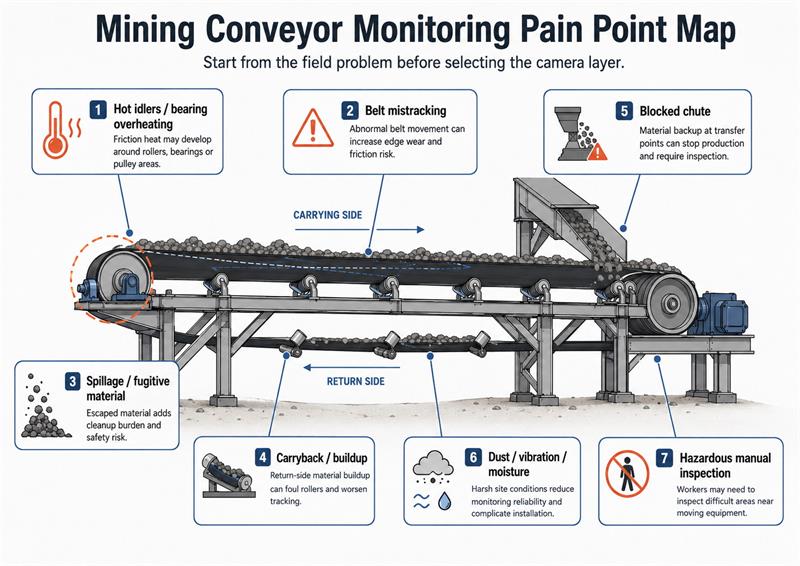
Recent evidence-based research on mining and bulk-material conveyor systems shows several recurring pain points: hot idlers, bearing overheating, belt mistracking, spillage, carryback, blocked chutes, dangerous manual cleanup and difficult inspection access. The available evidence is strongest for these mechanical, fire-risk and maintenance-related issues. Evidence is more limited for low-light camera deployment, SCADA video confirmation workflows and generalized thermal camera deployment as standard practice across mining conveyors, so those topics should be discussed carefully rather than overstated.
This article summarizes the main pain points and explains where visible, thermal and dual-spectrum cameras may support monitoring as one layer of a broader maintenance and safety workflow.
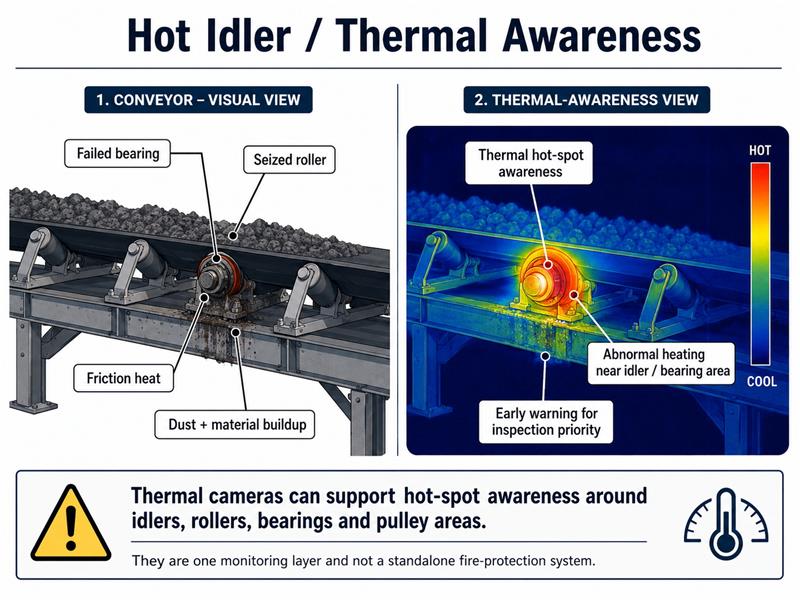
One of the most serious conveyor monitoring problems is heat generated by failed rollers, seized idlers, damaged bearings or friction between moving belts and stalled components.
In underground coal conveyor environments, rollers may operate in coal fines, belt fibres and other accumulated material. The Perplexity research report identified strong evidence linking rollers running in coal-fines accumulations and failed roller bearings with underground belt fire risks, regulatory notices and operational shutdowns.
This matters because a conveyor fire is rarely just a local maintenance problem. It may affect production continuity, emergency response, worker safety, ventilation, asset damage and regulatory exposure.
Typical heat-related risk points include:
From a monitoring perspective, thermal imaging can be useful because heat may appear before smoke, flame or visible damage. However, thermal cameras should not be described as a complete fire-prevention system. Not every idler failure produces obvious heat, and fire risk also depends on cleaning, alignment, bearing condition, belt condition, suppression systems and site procedures.
A safer way to frame thermal monitoring is this:
Thermal cameras can support hot-spot awareness around idlers, rollers, bearings and pulley areas. They should work alongside inspection, cleaning, condition monitoring, fire detection and maintenance procedures.
Belt mistracking is another recurring conveyor problem. When a belt does not run straight, it can create edge wear, structural rubbing, material loss, belt damage and additional maintenance work.
In the collected evidence, severe belt misalignment was associated with belt edge wear, spillage and environmental or maintenance problems. The research also treated belt mistracking and misalignment as strongly supported pain points in conveyor operations.
For field teams, mistracking is not only a geometry problem. It can become a chain reaction:
Visible cameras can support monitoring here because belt edge position is a visual condition. A properly placed visible camera may help operators confirm whether mistracking is occurring, where it appears and whether it is persistent or intermittent.
But a camera does not correct mistracking. Mechanical alignment, loading conditions, idler condition, belt tension and maintenance actions still determine the actual correction.
The realistic camera role is:
Visible cameras may help confirm belt-edge position and abnormal belt movement, but they do not solve the mechanical cause of mistracking.
Material escaping from a conventional belt conveyor or pipe conveyor is often treated as a housekeeping issue, but in harsh conveyor environments it can become a broader operational problem.
Spillage can block access, increase dust, create slip or trip hazards, add cleanup workload, affect emergency response and contribute to additional component wear. The research found strong evidence that chronic spillage can drive maintenance cost, belt misalignment, belt and roller damage, and cleanup burden in cement and bulk-material conveyor sites.
In many operations, spillage is a symptom rather than a root cause. It may be linked to:
For integrators, spillage is visually observable. This makes it a reasonable use case for visible cameras, especially when the goal is not automatic control but remote confirmation.
A visible camera may help answer questions such as:
However, the camera should be treated as a visual review layer, not as the solution to spillage itself.
Pipe conveyors are designed to reduce material loss and dust by enclosing the conveyed material, but spillage may still occur around loading points, discharge areas, transition sections or locations affected by abnormal belt opening, rotation, overfilling or poor containment.
For these applications, a fixed visible camera may support remote observation and confirmation of:
A camera should not be described as a complete spillage detector by itself. Automatic detection, alarm logic, event classification and conveyor-control actions normally belong to the customer’s analytics, PLC, SCADA or monitoring platform.
Goobuy focuses on the camera hardware layer. A visible or rugged camera head can provide the image or video stream, while the system integrator or equipment owner handles detection logic, alarms and process control.
Thermal imaging is generally not the primary method for identifying spilled material itself. However, thermal cameras may support nearby monitoring when the same conveyor area also involves overheating rollers, bearings, friction zones or abnormal heat around transfer equipment.
Carryback occurs when material sticks to the belt and returns on the underside instead of being discharged cleanly. Over time, carryback can build up around return rollers, pulleys, structure and floor areas.
In the research report, carryback and buildup were part of the strongly supported conveyor pain-point group. The report also identified that material buildup can foul rolling components, affect tracking and contribute to maintenance shutdowns or higher labour and parts costs.
Carryback is important because it can hide developing problems. A conveyor may appear to be operating, but buildup around the return side may gradually affect component movement, increase friction, worsen tracking or make later cleaning more difficult.
Visible monitoring may help confirm:
For camera selection, carryback and buildup also raise a practical point: the camera itself may be exposed to the same dust and contamination. Mounting location, lens protection, housing design and cleaning access become part of the real monitoring problem.
Chutes and transfer points are often high-risk monitoring locations because they combine moving material, dust, loading variation, limited visibility and restricted access.
A blocked chute can stop production, overload upstream or downstream equipment, create belt backup and force workers into difficult inspection or clearing tasks. The research identified blocked or plugged chutes as part of the strongly supported field pain points for conveyor monitoring.
The challenge is not only detecting that a blockage exists. It is also understanding what the operator or maintenance team can safely do next.
A camera may support remote confirmation by showing:
But again, camera monitoring does not clear the chute. It supports awareness, review and decision-making before personnel are sent into the area.
Manual inspection remains a major challenge in long conveyor systems. Belt walks, roller checks, chute inspections and cleanup tasks can be time-consuming and physically exposed.
The research process specifically included dangerous manual inspection and cleanup as target field issues, and the final evidence set included strongly supported pain points around hazardous inspection and cleaning tasks.
Manual inspection can be difficult because of:
Remote monitoring does not remove the need for proper lockout procedures, guarding, safe access or qualified maintenance. But it can help teams decide where to inspect first, whether a condition is worsening and whether a site visit is necessary.
This is one reason visual confirmation matters. In many harsh sites, the question is not simply “Can a camera detect a defect?” It is also:
Can the operator see enough to understand what is happening before sending people into the area?
Cameras should not be treated as a universal solution for conveyor problems. A camera cannot correct belt alignment, clean carryback, replace a damaged bearing, remove spillage or certify a fire-protection system.
But cameras can support specific monitoring roles when integrated properly.
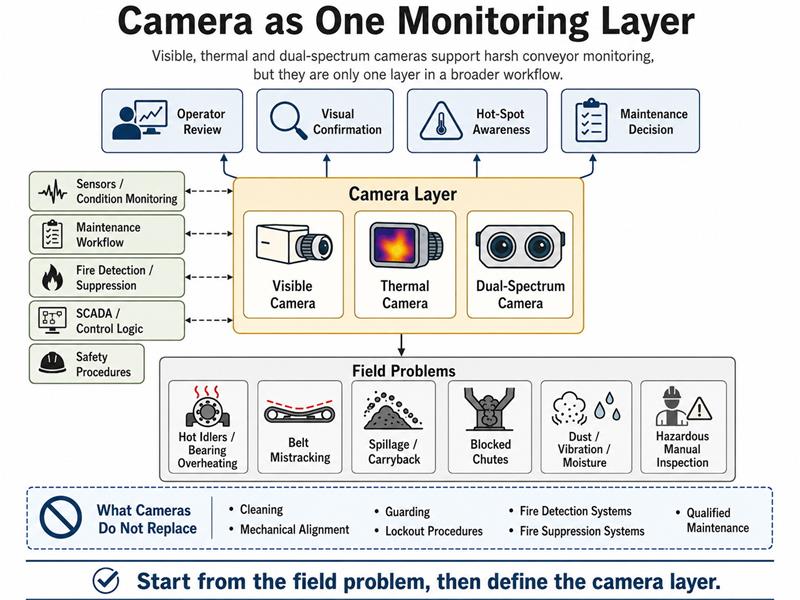
Visible cameras may help with:
They are most useful when the problem is visually observable and the camera can be mounted with a clear, stable view.
Thermal cameras may help with:
They are most useful when temperature difference is the relevant warning sign. They should be used carefully because not every mechanical failure produces heat, and thermal cameras do not replace fire detection or suppression systems.
Dual-spectrum cameras combine visible and thermal views. They may be useful when operators need both scene context and heat information.
For example:
Dual-spectrum monitoring may be especially useful in complex harsh-site environments, but it still requires correct mounting, lens selection, environmental protection and validation.
A camera feed may support a larger monitoring workflow involving sensors, alarms, PLC/SCADA systems, edge devices or operator review. However, the current evidence should not be overstated. The research found weaker or more indirect evidence for SCADA alarm and control-room camera confirmation compared with the stronger evidence for hot idlers, belt mistracking, spillage, carryback, blockage and manual inspection risk.
A safe way to describe this role is:
Camera feeds may provide visual confirmation beside existing conveyor alarms or maintenance workflows, but they should not be described as a proven universal SCADA practice unless the specific project supports it.
A practical conveyor monitoring discussion must also say what cameras cannot do.
Cameras do not replace:
This boundary is important. Overstating camera capability may attract the wrong project and reduce trust with engineers, maintenance teams and safety professionals.
A more realistic position is:
Visible, thermal and dual-spectrum cameras can support observation and confirmation. They are one layer in a broader conveyor monitoring and maintenance workflow.
Before selecting a camera for a mining conveyor or harsh bulk-material handling site, integrators should define the field problem first.
The following checklist can help structure the discussion:
Mining conveyor monitoring is not only a camera selection problem. It is a field-condition problem.
The strongest recurring pain points include hot idlers, bearing overheating, fire risk, belt mistracking, spillage, carryback, blocked chutes and hazardous manual inspection. Visible cameras, thermal cameras and dual-spectrum camera heads may support these monitoring tasks by providing visual confirmation or hot-spot awareness, but they should be treated as one layer within a broader maintenance, safety and control workflow.
For harsh conveyor environments, the most useful starting point is not the camera specification.
It is the field question:
What problem needs to be confirmed, where can it be observed, and how will that information help the operator, maintenance team or integrator make a better decision?

Follow Me
Address:A615, 6F, Huachuangda Building, No107 Xinghua 1st Road, 43 District, Xinan street, Baoan, shenzhen, China 518101